-

-
上海雷昀机电科技有限公司
Shanghai Leiyun Electromechanical Technology Co.,Ltd.
-
全国服务咨询热线:
18916648117
Shanghai Leiyun Electromechanical Technology Co.,Ltd.
18916648117

热门搜索:
3mm夹持维护注意事项
在现代精密机械加工领域,夹持系统的稳定性和精度直接影响..高精度夹具定位怎么安装与维护
在机械加工领域,夹具的安装与维护直接关系到产品加工的精..KIPP零点系统的主要作用
在现代机械加工领域,效率和精度是企业竞争力的核心。随着..HWR精密工装夹具的优点和缺点
在当今机械加工领域,工装夹具扮演着至关重要的角色。它不..五轴联动虎钳的优点和缺点
结语在现代机械加工领域,随着产品结构日益复杂、加工精度..机床夹具的主要用途
在现代机械加工领域,机床夹具扮演着至关重要的角色。它不..五轴联动虎钳的主要用途
在现代机械加工领域,随着产品结构日益复杂、材料性能不断..柔性制造哪家好
在现代制造业快速发展的今天,柔性制造已成为企业提升竞争..自动化产线虎钳怎么安装与维护
在现代化机械加工领域,自动化产线已成为提升生产效率、保..软爪仿形夹持维护注意事项
在机械加工领域,夹具的稳定性和精度直接影响着加工质量与..
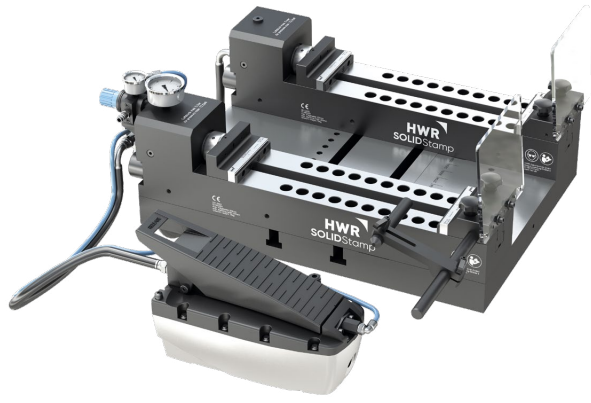
在机械加工领域,冲压夹持技术是实现高效、精准生产的关键环节之一。无论是传统制造业还是高端精密加工,夹持系统的安装与维护水平直接影响工件质量、设备寿命以及生产成本。上海雷昀机电科技有限公司长期专注于夹具、机床及非标制造等领域,积累了丰富的夹持技术经验,尤其是在难加工材料和复杂产品装夹方面拥有核心技术。本文将围绕冲压夹持技术的安装与维护展开,为行业从业者提供实用参考。
安装前的准备工作

冲压夹持系统的安装并非简单地将夹具固定在机床上,而是需要综合考虑工件特性、加工要求以及设备性能。首先,操作人员在安装前应仔细检查夹具的型号、规格是否与机床匹配。例如,对于需要实现浮动自定心功能的夹持方案,需确认夹具的定位精度和行程范围是否符合设计标准。同时,清理机床工作台面和夹具接触面,确保无油污、铁屑或毛刺,否则会导致夹持偏斜或松动。
其次,根据工件的材质和形状选择对应的夹持方式。对于薄壁件或异形件,安装时需特别小心。上海雷昀机电提供的薄壁件夹持解决方案,利用了零点快换和浮动夹持技术,能够在不损伤工件的前提下实现稳固装夹。安装时应按照说明书调整夹持力,避免因过紧导致变形或过松引发振动。对于需要大切削大扭矩的五面加工场景,夹具的刚性必须充足,安装螺栓的扭矩值需严格遵循工艺参数,必要时可加入垫片以增强稳定性。
安装步骤与注意事项
实际安装中,步骤的规范性决定了后续加工的成功率。以常见的液压或气动冲压夹持系统为例,操作流程包括:固定基座、连接动力源、调试夹持动作和校准定位。首先,将夹具底座平稳放置于机床工作台上,使用水平仪校正水平度,然后对称拧紧固定螺栓,防止应力集中。接着,接通液压或气动管路,检查密封圈和接头是否完好,确保无泄漏。启动系统后,观察夹爪或压板的动作是否同步,有无卡滞现象。
在此过程中,需特别关注夹持点的布局。例如,针对难以装夹的异形件,上海雷昀机电的柔性夹持方案采用可调节的夹爪模块,能够根据工件轮廓自适应接触。安装时应逐步调整夹爪位置,让夹持力均匀分布,避免局部受力过大。调试完成后,进行试切验证,通过手感或测量工具检查工件是否发生位移,若有异响应即时停机排查。
维护保养的核心要点
冲压夹持系统在长期运行中,受切削液、切屑及振动等因素影响,易出现精度下降或功能失效。因此,建立定期的维护计划至关重要。日常维护包括清洁、润滑和紧固。每班次结束后,用压缩空气或软刷清除夹具表面的铁屑和油垢,尤其注意夹爪齿面、导向槽和气液压管路接口处。润滑方面,选用合适的润滑油涂抹滑动部件,但避免过量造成污染。
对于关键部件,如零点快换装置的定位销和锁紧机构,需定期检查磨损情况。上海雷昀机电的技术团队建议,每季度对夹持系统进行精度检测,使用千分表测量重复定位精度,若偏差超过标准范围,应及时更换已磨损的零件。此外,液压油或气压的过滤装置也需要按时清洗或更换,保持介质清洁,防止杂质堵塞节流孔或损坏密封件。
常见问题与应对策略
即使安装与维护到位,冲压夹持系统也可能出现故障。例如,夹持力不足通常源于动力源压力不足或管路泄漏,应检查泵站压力表及接头密封性;夹爪不回位可能是复位弹簧疲劳或导轨受阻,需清理异物并润滑;定位精度失准则可能与基准面磨损或螺栓松动有关,需重新校准并紧固。

在处理这些问题时,操作人员应参考设备手册,不可盲目拆卸。上海雷昀机电强调,用户可结合技术服务团队的指导,针对难加工材料的特性选择针对性维护方案。比如,切削铸铁工件时,石墨粉尘易聚集在夹具内腔,需加强通风清理;而加工有色金属时,防锈处理要格外谨慎,避免化学腐蚀。
结语
冲压夹持技术的安装与维护,是机械加工过程中不可忽视的细节。通过规范的前期准备、精确的安装操作以及持续的维护保养,企业不仅能提升生产效率,更能保障产品质量和设备安全。上海雷昀机电科技有限公司长期致力于为客户解决切削加工中的疑难问题,累积了包括薄壁件、异形件夹持在内的多项核心技术,为各类机械加工难题提供可靠方案。希望本文能帮助读者深入理解夹持系统的精髓,在实际工作中实现更稳定、更高效的生产运行。
手机网站
地址:江苏省 苏州 昆山市 花桥沿沪大道国际华城商铺7-1号
联系人:高蓉蓉女士
微信帐号:



