-

-
上海雷昀机电科技有限公司
Shanghai Leiyun Electromechanical Technology Co.,Ltd.
-
全国服务咨询热线:
18916648117
Shanghai Leiyun Electromechanical Technology Co.,Ltd.
18916648117

热门搜索:
3mm夹持维护注意事项
在现代精密机械加工领域,夹持系统的稳定性和精度直接影响..高精度夹具定位怎么安装与维护
在机械加工领域,夹具的安装与维护直接关系到产品加工的精..KIPP零点系统的主要作用
在现代机械加工领域,效率和精度是企业竞争力的核心。随着..HWR精密工装夹具的优点和缺点
在当今机械加工领域,工装夹具扮演着至关重要的角色。它不..五轴联动虎钳的优点和缺点
结语在现代机械加工领域,随着产品结构日益复杂、加工精度..机床夹具的主要用途
在现代机械加工领域,机床夹具扮演着至关重要的角色。它不..五轴联动虎钳的主要用途
在现代机械加工领域,随着产品结构日益复杂、材料性能不断..柔性制造哪家好
在现代制造业快速发展的今天,柔性制造已成为企业提升竞争..自动化产线虎钳怎么安装与维护
在现代化机械加工领域,自动化产线已成为提升生产效率、保..软爪仿形夹持维护注意事项
在机械加工领域,夹具的稳定性和精度直接影响着加工质量与..
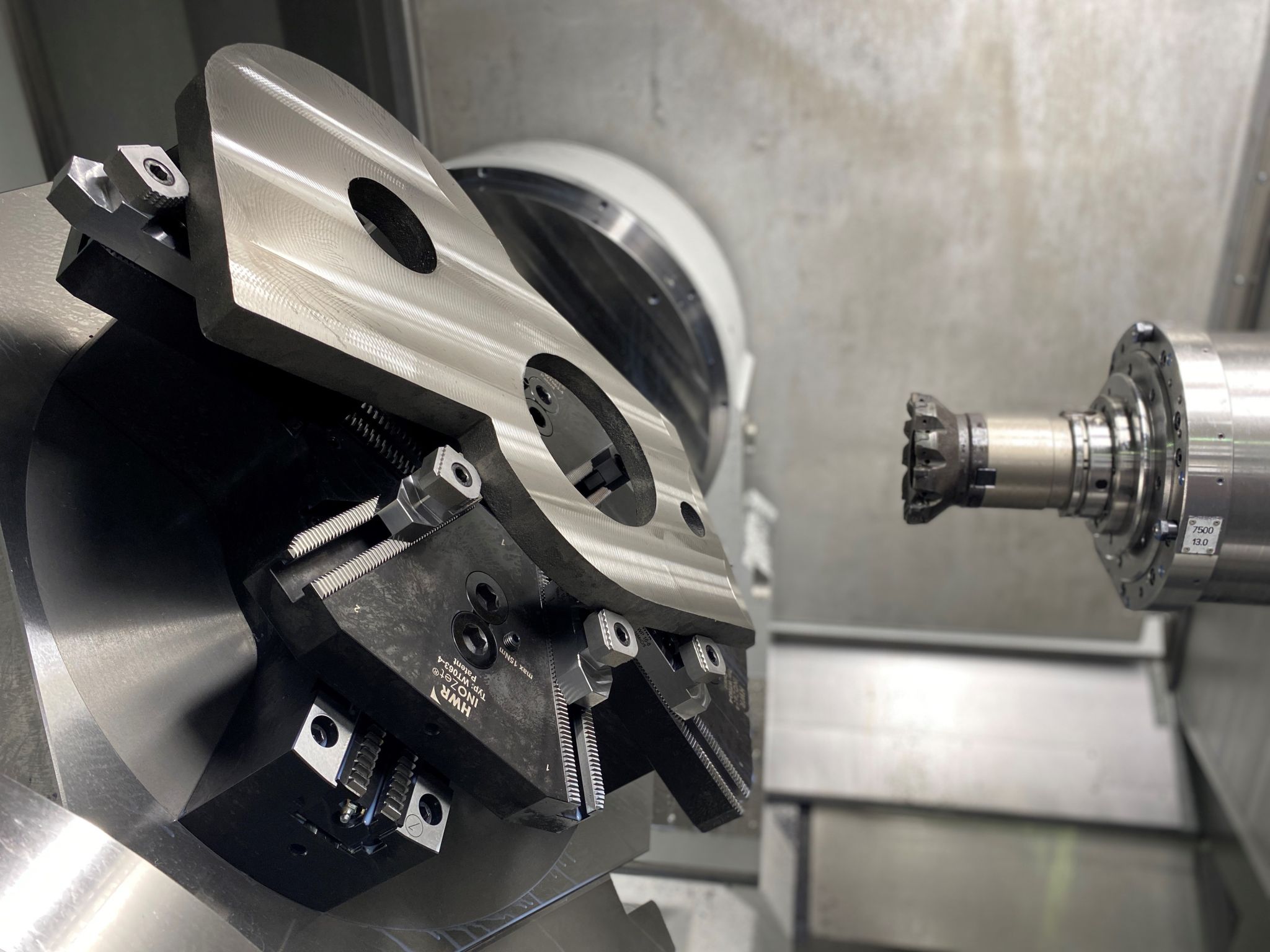
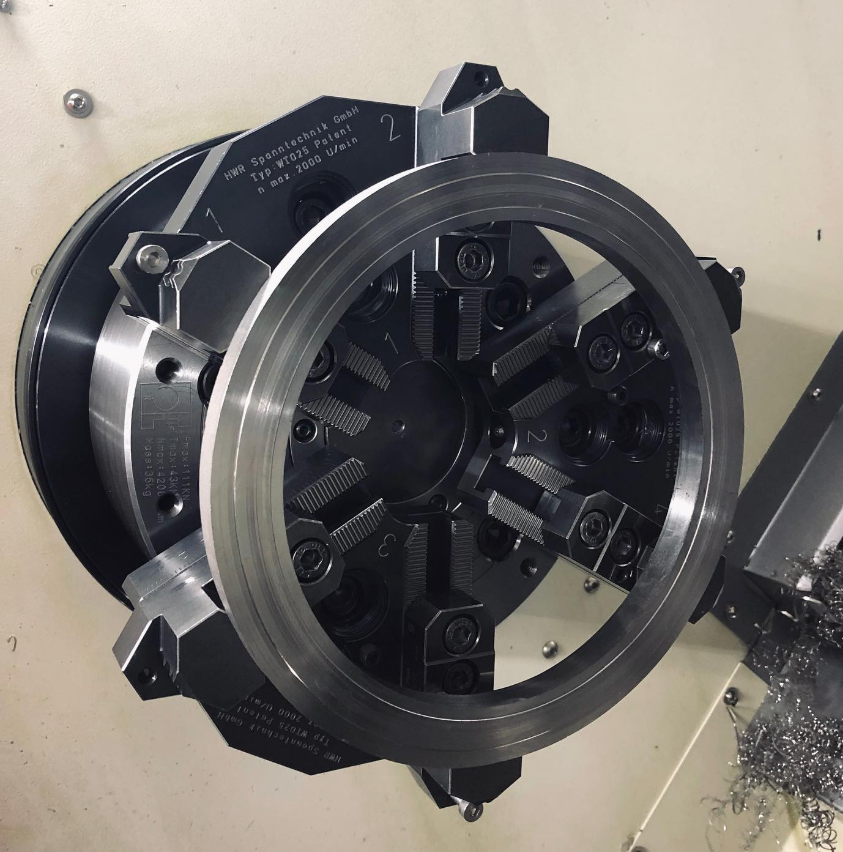
在精密机械加工领域,尤其是在面对薄壁件、异形件或长悬伸结构等难以装夹的工件时,“夹持变形”始终是影响加工精度与成品率的核心痛点。为了在保证加工效率的同时,实现大切削、大扭矩的五面加工,并保护工件本身不受损伤,许多企业引入了多点夹持防变形技术。这项技术通过分散夹持力、优化受力点布局,有效解决了传统装夹方式下工件受力集中、局部变形过大的问题。
然而,如同精密的数控机床需要定期校准与润滑,多点夹持系统本身作为一种高性能的工装夹具,其长期稳定的性能输出离不开科学、细致的日常维护。忽视维护,轻则导致夹持精度下降、零点定位失效,重则可能引发安全事故,损坏昂贵的工件与机床主轴。因此,掌握并落实以下维护注意事项,对于发挥多点夹持系统的较大价值至关重要。
一、 核心元件的清洁与防护
多点夹持系统的核心在于其“多点”与“浮动”功能。无论是用于实现浮动自定心的弹性元件,还是用于实现零点快换的拉钉与定位销,油污、切屑、冷却液残留物都是其较大的敌人。
1. 定位基准面的清洁:每次更换工件或完成一个加工批次后,务必使用无纺布或专用清洁工具,彻底清理主基板、零点定位单元以及与工件接触的各个夹持点表面。任何微小的铁屑或硬质颗粒残留,都可能导致重复定位精度误差,甚至划伤精密配合面。对于难以触及的凹槽或气路通道,可采用高压气枪配合专用吹嘴进行清理,但需注意气压不要损伤密封件。
2. 润滑与防锈处理:多点夹持机构中的滑动部件、弹簧以及精密螺旋副,需要根据使用频率定期补充润滑脂。建议使用厂家推荐的高品质、耐水冲蚀的润滑脂。对于经常接触含氯或高浓度冷却液的加工环境,应增加防锈维护频次。在不使用期间,较好在系统暴露的金属表面喷涂一层薄薄的防锈油,并用防尘罩覆盖。
3. 密封件与防护罩检查:气动或液压驱动的多点夹持单元,其密封圈是防止外部污染物侵入内部驱动系统的关键。每次维护时,应目视检查O型圈、防尘圈是否有老化、裂纹或破损,若有问题需及时更换。此外,检查防护波纹管或伸缩罩是否完好,确保其能有效阻隔切屑飞溅。
二、 夹持力与对中性的校验
多点夹持技术的精髓在于“均衡”与“同步”。经过长时间高强度的使用,各个夹持点的夹持力可能因磨损、弹簧疲劳或液压油温变化而出现偏差。
1. 夹持力均匀性检测:定期使用专用的测力扳手或力传感器,对每个夹持点的输出力进行抽检。理想状态下,同一工件上的所有夹持点应该输出相同或按预设比例分布的力。若发现某个点力值明显偏大或偏小,则可能意味着该点导轨卡滞、弹簧损坏或液压回路堵塞,需要立即检查并调整。不均衡的夹持力是导致工件扭曲变形的直接原因。
2. 零点定位重复精度校验:使用校准棒或标准块,配合千分表或激光干涉仪,对零点快换单元的重复定位精度进行周期性校验。将工件座反复装卸多次,观察定位销与锥面接口的接触状态以及较终的重复定位误差值。当误差超出工艺要求(例如超过0.005mm)时,需要检查定位销是否有磨损拉伤,或拉钉的夹紧力是否正常。
三、 易损件的生命周期管理
多点夹持系统并非一次性投入的固定资产,其内部包含多种消耗件。
1. 弹性元件与弹簧:用于实现浮动自定心的弹簧片、波纹管或碟形弹簧,具有疲劳寿命。建议根据厂家提供的使用次数(例如10万次或5万次)建立台账,到期主动更换,而非等到失效后再处理。弹簧断裂不仅会导致无法夹持,更有可能弹射出碎片,造成安全事故。
2. 支撑定位元件:与工件频繁接触的硬质合金支撑块、可调支撑柱的头部,以及零点快换的拉钉、定位环,都会产生磨损。应定期使用内径百分表或光学检测仪测量其关键尺寸。当磨损量影响夹持精度或配合松紧度时,应立即更换。切忌通过垫纸片或打磨等临时凑合的方式继续使用,这会破坏整个系统的精密配合。
3. 管路与接头:对于液压或气动驱动的多点夹持系统,所有管路、快插接头、阀体也是易损件。定期检查有无渗油、漏气现象,尤其是在温度变化大的季节。橡胶软管老化后容易爆裂,需按年限更换。
四、 规范的操作习惯
再先进的维护制度,也离不开人的执行。
1. 装卸流程规范化:操作工在安装工件时应遵循“平稳放置、缓慢加压、确认到位”的原则。严禁野蛮撞击或使用过大的扳手强行锁紧。对于带浮动功能的夹持系统,应在工件初步接触所有支撑点后再按顺序逐步加压,避免单点受力过大。
2. 冷却液管理:避免使用与夹具材料不兼容的腐蚀性冷却液。在加工高强度合金或复合材料时,高浓度的切屑泥浆极易堵塞分布在夹具上的冷却液通道或排屑槽,需配合高压清洗定期疏通。

3. 培训与意识:定期对操作和维修人员进行培训,让他们理解“多点夹持防变形”的原理——它不仅仅是一个夹紧工具,更是一个精密的测量与稳定系统。要让每一位使用者都认识到,任何一次疏忽(如未清理基准面、使用了不匹配的拉钉)都可能导致整套方案的失效。
总结
多点夹持防变形技术,是现代机械切削加工中应对难加工材料和复杂零件的一把利器。它帮助我们实现了过去难以企及的“大切削大扭矩五面加工”和“薄壁件高精度成型”。然而,技术的价值在于落地,而落地的保障在于精心的维护。正如我们上海雷昀机电科技有限公司所一直坚持的——提供技术服务,不仅在于解决疑难问题本身,更在于帮助客户建立一套可持续、可复制的稳定加工体系。将上述维护注意事项融入日常的TPM(全员生产维护)体系中,您的多点夹持系统就能长期保持“手术刀般的精准”与“压路机般的稳定”,持续为您的生产制造创造价值。
手机网站
地址:江苏省 苏州 昆山市 花桥沿沪大道国际华城商铺7-1号
联系人:高蓉蓉女士
微信帐号:



