-

-
上海雷昀机电科技有限公司
Shanghai Leiyun Electromechanical Technology Co.,Ltd.
-
全国服务咨询热线:
18916648117
Shanghai Leiyun Electromechanical Technology Co.,Ltd.
18916648117

热门搜索:
柔性制造系统哪家好
柔性制造系统哪家好?——从实际加工难题看技术实力在当今..大型工件并排夹紧方案怎么安装与维护
在现代机械加工领域,大型工件的加工往往面临着诸多挑战,..无需机械手吹气的主要作用
在现代机械加工领域,自动化与精密化已成为行业发展的核心..免换卡盘倍增夹爪的主要作用
在现代机械加工领域,如何提高生产效率、降低人工成本、保..随形自适应工装哪家好
在当今机械加工领域,面对日益复杂的产品结构和不断提高的..齿形冲压夹持怎么安装与维护
在机械加工领域,齿形冲压夹持作为一种高效、稳定的工件固..虎钳快速换装维护注意事项
在现代机械加工过程中,虎钳作为一种常见的工件夹持工具,..冲压夹持技术哪家好
在机械加工领域,夹持技术始终是决定产品质量与加工效率的..INOZet的主要作用
在机械加工领域,切削效率与加工精度始终是企业追求的核心..KIPP高精密夹具的优点和缺点
在机械加工领域,夹具的选择直接关系到加工效率、产品质量..
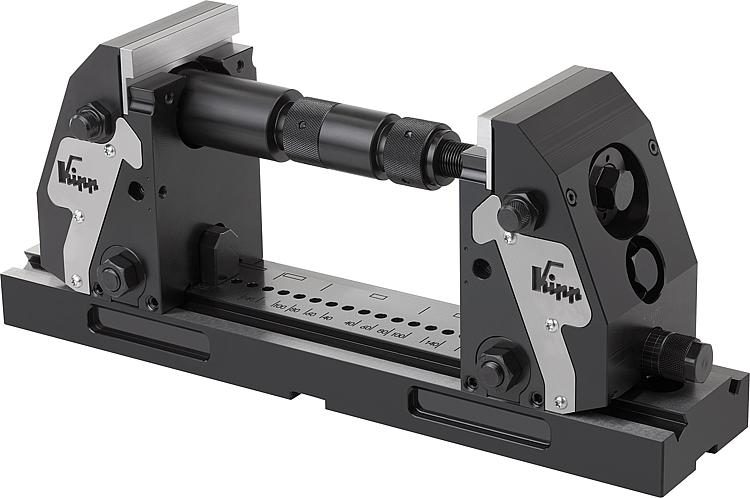
高稳定性虎钳怎么安装与维护

在精密机械加工领域,夹具的稳定性和可靠性直接决定了产品的加工精度与效率。作为夹持系统的核心部件之一,高稳定性虎钳在铣削、钻孔、攻丝等工序中扮演着**的角色。尤其对于难加工材料、复杂异形件以及薄壁工件的加工,一台性能卓越的虎钳往往是成败的关键。那么,如何正确安装与精心维护一台高稳定性虎钳,以确保其长期保持较佳工作状态呢?本文将为您详细解析。
一、 高稳定性虎钳的重要性
在切削加工中,我们常常面临各种挑战:只夹持工件极小的部分,却需要实现大切削量、大扭矩的五面加工;工件需要快速的零点定位与切换,以提升效率;薄壁件因刚性不足,在夹持时极易变形;异形件形状不规则,常规虎钳难以稳定装夹。针对这些疑难问题,高稳定性虎钳应运而生。
这类虎钳通常具备出色的刚性结构,能够承受巨大的切削力而保持夹持稳定。其核心设计包括了例如浮动自定心功能,可以实现工件的自动对中;零点快换功能,允许在极短时间内更换工件或夹具组合,大幅缩短停机时间。这些特点使得它在解决“难装夹、难加工”的问题上表现出色,是众多技术解决方案中的重要一环。
二、 高稳定性虎钳的正确安装步骤
安装虎钳并非简单地将其固定在机床工作台上。一个科学的安装流程,是发挥其高性能的基础。
1. 准备工作:
* 清洁:这是较关键的一步。使用无纺布和无水乙醇或专用清洗剂,彻底清除机床工作台表面、虎钳底座底面以及所有安装定位面的油污、铁屑和毛刺。任何微小的杂质都会导致安装基准的偏差。
* 检查:检查虎钳底座、钳口、以及T型螺母是否完好无损。特别要注意定位键(如标准定位键或V型定位键)是否有磨损或变形。
2. 定位基准:
* 利用T型槽:通常,高稳定性虎钳的底座设计有与机床T型槽相匹配的键槽或定位键。将定位键嵌入T型槽,是快速实现虎钳与机床坐标轴平行或垂直的较便捷方式。如果对平行度有极高要求,建议使用千分表(百分表)进行打表校正。将千分表固定在机床主轴上,通过移动机床坐标轴,测量虎钳固定钳口或导轨面的跳动,调整虎钳位置,直至精度达到要求(例如,0.01mm以内)。
3. 锁紧固定:
* 使用高精度螺丝:务必使用与机床T型槽规格匹配的高强度、高精度螺丝。不要使用普通螺丝,其强度不足可能导致锁紧力不均或断裂。
* 交叉锁紧法:锁紧时,应采用“对角锁紧”或“交叉锁紧”的顺序。即先预紧对称位置的螺丝,然后逐步、循环地施加最后锁紧力。这种方法能确保虎钳受力均匀,避免产生扭曲变形。锁紧力应均匀、适中,切勿使用加长套筒过度拧紧,以免损坏螺丝或虎钳底座。
4. 零点快换系统的安装 (如果适用):
* 如果虎钳配备了零点快换系统,需先安装拉钉或接收卡盘。务必确保拉钉的安装深度和紧固扭矩符合厂家要求。安装后,需通过拉钉的抽拉测试,确认锁紧可靠性。
三、 高稳定性虎钳的日常维护与保养
好马需配好鞍,一台精心维护的虎钳,其使用寿命和精度保持性将远超疏于保养的同类产品。
1. 日常清洁:
* 每班清理:每班次加工结束后,必须清理虎钳上的切屑和冷却液。特别是钳口、导轨、丝杠(如有)等运动摩擦部位,残留的铁屑和脏污是精度下降和磨损的主要元凶。建议使用压缩空气或软毛刷清洁,但注意避免将杂物吹入更深处。
* 丝杠与导轨的润滑:定期(建议每周一次,或根据使用频率)在丝杠、导轨、滑块等所有滑动表面涂抹或喷注高品质的润滑油或润滑脂。保持润滑可减少磨损,使夹持和松开动作更加顺滑。
2. 定期检查与校准:
* 精度复检:定期(例如半年或一季度,视加工精度要求而定)使用千分表对虎钳的平行度、垂直度、中心高度等进行复检。记录检测数据,与出厂标准对比。若发现偏差超出允许范围,需进行调整或联系专业维修。
* 钳口检查:检查钳口是否磨损、变形或有缺口。磨损严重的钳口会大大降低夹持精度和稳定性。对于要求较高的精密加工,可使用硬化研磨的精密钳口。对于夹持薄壁件,可选用软爪或专用柔性钳口,以避免夹伤工件。
* 零点快换系统检查:检查拉钉、钢球、碟形弹簧等内部零件。确认钢珠运动顺畅,无卡滞;检查拉钉头部的磨损情况,若磨损严重需及时更换,以免影响锁紧力和重复定位精度。
3. 防锈与防腐蚀:
* 防锈处理:加工中使用的切削液(尤其是水基切削液)含有腐蚀性成分。在长期不使用虎钳时,应彻底清洁并涂抹防锈油或防锈蜡,特别是其未上漆的加工面。存放环境应保持干燥。
4. 存储与搬运:
* 专用存放:非使用状态的高稳定性虎钳,应放置在专用的防潮、防震存放架上,避免随意堆放或重压。
* 正确搬运:搬运重型虎钳时,务必使用吊环或专用的搬运工具,防止意外跌落造成损坏。严禁直接使用钳口作为起吊点。
四、 常见问题与对策
* 夹持精度下降:较常见原因是钳口磨损、底座安装面或机床工作台不洁、T型槽螺丝松动、丝杠间隙增大。需逐一排查。
* 夹紧力不足或松动:检查丝杠是否卡滞、钳口是否夹住异物、浮动自定心机构(如有)是否故障。对于液压或气动虎钳,检查气源或油路压力。

* 零点快换重复定位精度差:检查拉钉或接收卡盘的安装平面是否清洁、拉钉是否磨损、卡盘内是否有铁屑。通常只需清洁或更换磨损部件即可恢复。
总结
高稳定性虎钳是连接机床与工件的关键桥梁,是实现高精度、*率加工的重要保障。从科学严谨的安装到细致入微的日常维护,每一个环节都直接影响着其性能的发挥和寿命的延长。上海雷昀机电科技有限公司深耕于机械切削加工领域,在应对难加工材料和复杂装夹问题上积累了丰富经验,致力于为各类切削难题提供稳定可靠的解决方案。正确使用并精心呵护您的虎钳,就是为您的产品质量和生产效率保驾护航。
手机网站
地址:江苏省 苏州 昆山市 花桥沿沪大道国际华城商铺7-1号
联系人:高蓉蓉女士
微信帐号:



