-

-
上海雷昀机电科技有限公司
Shanghai Leiyun Electromechanical Technology Co.,Ltd.
-
全国服务咨询热线:
18916648117
Shanghai Leiyun Electromechanical Technology Co.,Ltd.
18916648117

热门搜索:



产品描述
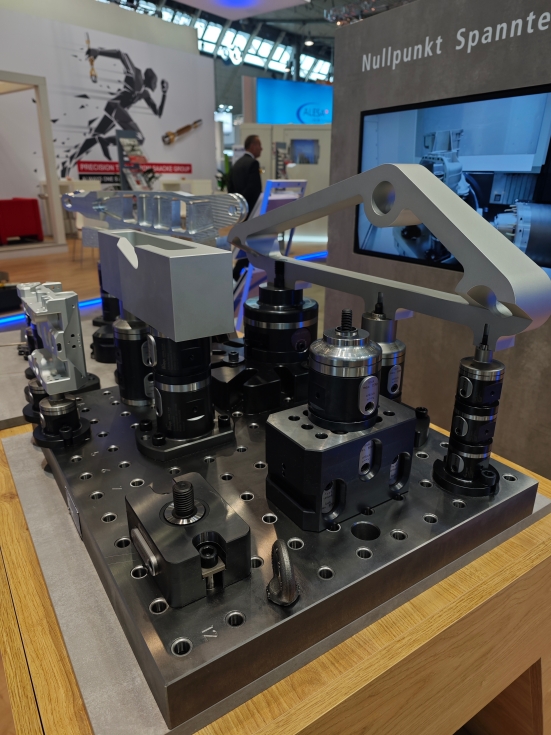
柔性制造系统重型加工夹具:突破传统,赋能高效切削
在现代制造业中,重型加工对夹具的要求已不再局限于简单的“夹紧”功能。随着零件复杂度提升、材料强度增强以及生产节拍加快,传统的刚性夹具逐渐显露出局限性:难以适应多品种小批量生产、装夹效率低、对操作者经验依赖度高,甚至在面对大型、异形或薄壁工件时,容易出现夹持变形或加工振动问题。这些痛点直接影响了加工精度、刀具寿命和整体生产效率。
针对这些挑战,柔性制造系统的概念被引入到重型加工夹具设计中。其核心在于通过模块化、可重构的设计思路,使夹具能够快速适应不同工件的外形和加工要求,同时保持足够的夹紧力与刚性,以承载大切削扭矩。这种理念不同于传统的专用夹具——后者往往为单一零件定制,一旦产品更新换代就需要重新设计制造,造成极大浪费。而柔性夹具则通过组合标准化的基座、卡爪、支撑模块和定位元件,能够在短时间内完成调整,实现“一机多用”和“快速换型”。
具体到重型加工场景,柔性夹具需要解决几个关键技术难题。首先是“仅夹持工件局部”却要实现大切削大扭矩的五面加工。这要求夹具具备极强的局部夹持稳定性,通过优化接触点的布局和夹紧力的合理分配,防止工件在重切削力下发生位移。例如,采用液压或气压驱动的浮动夹爪,能够自适应工件的不规则表面,均匀传递夹紧力,避免应力集中。同时,配合支撑模块的主动浮动功能,可吸收切削振动,保护工件表面质量。
其次是“工件浮动自定心”功能的实现。对于轴类、盘类等对称工件,传统定心方式往往依靠手动调整,耗时且精度不稳定。柔性夹具通过内置的机械联动机构或伺服控制系统,能够自动感知工件直径或位置偏差,实时调整夹爪的径向位置,实现高精度自定心。这种设计不仅大幅缩短了装夹时间,还消除了操作者经验差异带来的质量波动,尤其适合需要在同一设备上频繁切换不同规格工件的生产场景。
第三是“零点快换”系统的集成。在柔性制造单元中,设备的高效运行依赖于快速换装。零快换系统通过统一的定位接口和快速锁紧机构,使夹具基座与机床工作台之间可在数秒内完成精确对接与锁紧,无需额外的找正工序。这一技术特别适用于多工序流转的重型件加工,当工件需要在不同机床之间转运时,只需整体更换夹具基板,即可确保前后工序的基准一致性,避免重复装夹误差。
针对薄壁件加工,柔性夹具的设计则更侧重于“轻接触”与“均匀支撑”。传统硬质卡爪极易导致薄壁壳体变形,而柔性夹持方案采用软性衬垫、液压胀套或气囊式支撑,使夹紧力沿工件轮廓均匀分布,同时利用辅助支撑点抵消切削力。例如,在加工大型薄壁环形件时,夹具内部的柔性支撑单元可自动调节高度,始终贴合工件背部,形成“全周支撑”,显著抑制颤振,使壁厚公差能够控制在极严的范围内。
对于异形件(如复杂曲面铸件、不规则锻件)的装夹,柔性夹具展现出更大的适应性。其夹爪采用可更换的仿形块或可重构的压板结构,通过快速更换不同曲率的接触面,能够与异形表面完美贴合。更进一步,一些先进系统还集成了视觉定位或激光测量功能,在装夹前自动扫描工件轮廓,生成较优的夹持点云,然后驱动伺服单元调整夹爪姿态。这种“虚实结合”的方式,将柔性夹具从被动适应提升到主动智能规划的高度。
在材料方面,重型加工夹具本身必须选用高强度合金钢或铸铁,经过时效处理和精加工,确保在长期重载下保持几何精度。同时,为了应对切削液、切屑等恶劣环境,夹具的滑动面需具备良好的防锈和耐磨性能,导向机构需密封防尘。驱动单元(如液压缸、气缸或伺服电机)应选用耐高压、耐高温的型号,并配备压力反馈和位置检测传感器,实现夹紧力的实时监控与自动补偿。
从使用效益来看,采用柔性夹具后,重型加工的换装时间通常可缩短50%-80%,批量生产的首件调试时间减少60%以上。同时,由于减少了频繁定制专用夹具的费用,设备投资回报率明显提升。更重要的是,在柔性制造系统中,夹具不再是被动的工具,而是作为工艺系统的一部分参与过程控制。例如,通过内置力传感器和振动监测模块,夹具可以主动调整夹紧力以匹配不同的切削阶段:粗加工时提供大夹紧力确保刚性,精加工时适当降低夹紧力减少工件变形,从而实现“削力匹配”,提升加工一致性。
展望未来,随着数字化和物联网技术的渗透,柔性夹具将向“感知-决策-执行”闭环方向发展。夹具本身可能集成RFID标签存储工件参数,通过工业以太网与机床控制器实时交互,自动调用对应的夹紧程序。对于重型加工的复杂场景,柔性夹具不仅是物理层面的支撑,更是工艺数据的载体和制造柔性的核心环节。它帮助企业在不牺牲刚性的前提下,获得了应对产品快速迭代的能力,这正是当前制造业转型升级所追求的方向。
总之,柔性制造系统重型加工夹具以其模块化、自适应和智能化的特质,正在重新定义重型切削加工的边界。这不仅提升了生产效率,更让许多原本难以加工的工件变得可行,为机械加工难题提供了切实可行的解决方案。
手机网站
地址:江苏省 苏州 昆山市 花桥沿沪大道国际华城商铺7-1号
联系人:高蓉蓉女士
微信帐号:



